主要应用领域:
(一) 2mm以上的紫铜件焊接、补焊;0.3mm以上的不锈钢,碳钢、钛合金、硅钢片等焊接焊补
(二) 自动化轴类磨损修复方案;大面积手工焊;
(三) 直径大于55mm的内圆自动化堆焊修复方案;
设备优势:
瞬时功率可以达到160KW,紫铜焊接、补焊无需提前预热;焊接熔深深,效率高。
设备内部采用分体式模块化设计,外加绝缘漆工艺,内部干扰小,故障率低,售后更简单
单次焊点直径2mm-12mm,单次熔深0.3mm-5mm,较常规冷焊机更适合3mm以上的中厚板焊接,及大面积大工作量堆焊。
高速脉冲,可以达到14弧点/秒
风冷加内置水冷,长时间高强度工作也没问题;
AXT-S750在电力行业中的应用:
 1. 基本术要求:熔合不脱落,循环水不能渗漏,外观面与非磨损面大致齐平,不做硬性要求。
1. 基本术要求:熔合不脱落,循环水不能渗漏,外观面与非磨损面大致齐平,不做硬性要求。
2.采用AXT-750工业级智能冷焊机,瞬时功率大于160kw;直径3.2mm的紫铜焊条,牌号T107;氦气流量5L/Min.
3.焊前准备:用角磨机对缺陷处及周围10mm处进行打磨,露出金属光泽即可;去掉焊条表面的药皮,露出金属光泽。
 4.设备参数(点焊-频率模式-模式01-焊接电流275A-占空比68),长时间工作建议使用水冷枪。
4.设备参数(点焊-频率模式-模式01-焊接电流275A-占空比68),长时间工作建议使用水冷枪。
5. 堆焊时,先围着缺陷周围焊一圈,然后尽量按顺序,一条焊缝压一条焊缝,一层压一层,避免造成虚焊,空隙。

 6. 焊完,表面无明显气孔、裂痕;用铁锤敲打,未出现裂痕及脱落现象。
6. 焊完,表面无明显气孔、裂痕;用铁锤敲打,未出现裂痕及脱落现象。
7.用角磨机打磨堆焊层表面,露出金属光泽,无较大色差;接入气泵后,在堆焊处,淋上洗洁精水,未发现气泡。
AXT-S750在圆形工件的自动化堆焊应用:
AXT-S750可匹配弧压高度跟踪系统,适合非平面和内孔的自动化堆焊,可以有效地解决因焊接面不平和视力不及而造成的焊接困难。适用于内孔直径大于50mm的45#钢、40cr、38crmo、42crmo、不锈钢等碳钢、合金钢材料。
 1.外圆:电机轴,基体#45钢,外圆直径120mm,单边堆焊0.6mm,要求堆焊层不脱落、不开裂,电机轴不变形,加工后无气孔;内圆:内圆直径100mm,壁厚10mm,要求不脱落,不开裂,不变形,单边堆焊0.5mm。
1.外圆:电机轴,基体#45钢,外圆直径120mm,单边堆焊0.6mm,要求堆焊层不脱落、不开裂,电机轴不变形,加工后无气孔;内圆:内圆直径100mm,壁厚10mm,要求不脱落,不开裂,不变形,单边堆焊0.5mm。
2.焊接电源AXT-750,可匹配弧压跟踪系统,内圆自动化堆焊优势明显;AXT-T2双驱送丝机,送丝范围;0.8-1.6mm,送丝速度0-6000m/min;内外圆控制系统,带螺旋跟非螺旋两种焊接方式,我们使用非螺旋方式进行堆焊,系统可以控制堆焊疏密度,焊枪前进速度以及旋转方向。
3.采用直径1.2mm,ER50-6焊丝,气体99.9%氩气,气体流量5L/min,焊缝宽度4mm,堆焊速度300mm/Min,堆焊高度0.93mm,堆焊温度<80°。
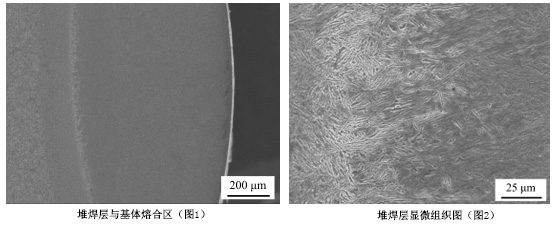 4.图1为堆焊层与基体熔合区,图2为堆焊层显微组织,图片清晰可见堆焊层为细小的柱状马氏体组织,基体与堆焊层结合良好,基本不存在气孔和裂纹等缺陷。
4.图1为堆焊层与基体熔合区,图2为堆焊层显微组织,图片清晰可见堆焊层为细小的柱状马氏体组织,基体与堆焊层结合良好,基本不存在气孔和裂纹等缺陷。
综述:AXT-S750在内孔直径>50mm的轴承座,液压缸等产品上堆焊,无气孔裂痕,结合牢固,可以达到修复要求。
客户案例:

联系我们:
重庆安星特机电设备有限公司全国服务热线:
400-1866-985
联系人:严工
联系电话:17347992888(微信同号)
传真:023-67189013
联系地址:重庆市、渝北区、锦衣路 7 号